ارتقای سرعت ماشینکاری تخلیه الکتریکی (EDM) با محرک دیسک هیبریدی مغناطیسی/پیزوالکتریک


11,300 تومانشناسه فایل: 6970
مقدمه مقاله
براده برداری تخلیه الکتریکی (EDM) یک فرایند برداشتن مواد غیر مرسوم بر مبنای انرژی الکتریکی- گرمایی ایجاد شده بین قطعه ی کار رسانا از نظر الکتریکی و الکترود غوطه ور شده در یک سیال براده برداری است. EDM دارای مزایایی مثل قابلیت براده برداری کل مواد رسانا میباشد، بدون در نظر گرفتن سختی آنها و توانایی رسیدگی به اشکال پیچیده. با این حال، سرعت و دقت براده برداری EDM مرسوم بر حسب احتمال و بازده تخلیه های الکتریکی محدود میشود. برای کسب تخلیه برقی پایدار، الکترود نیاز دارد به سرعت برای حفظ یک مسافت مناسب از قطعه ی کار مجددا موقعیت گیری کند و خرده های اطراف الکترود به خاطر EDM باید فورا برداشته شوند.
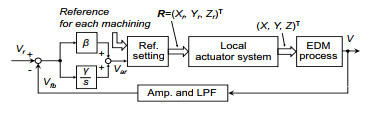
برای بهبود پاسخ موقعیت یابی و دقت موقعیت یابی، ترکیبی از دستگاه تخلیه الکتریکی و محرک موضعی دارای چند درجه ی آزادی، دقت بالا، پهنای باند وسیع، لازم است. به عنوان محرک های موضعی، یک محرک پیزوالکتریک، یک موتور پیچک صدا و یک یاتاق مغناطیسی به منظور بهبود واکنش موقعیت یابی الکترود، بکار رفته است.
به علاوه، برای از بین بردن آنی خرده های اطراف الکترود، در EDM مرسوم، الکترود استوانه ای معمولا چرخیده میشود یا جهش پیدا میکند. سیال براده برداری تازه میتواند به حفره ی ماشین شده معرفی شود و خورده ها میتوانند از بین بروند. با این حال، در حفره ی مستطیلی یا براده برداری سطحی سه بعدی، الکترود نمیتواند بچرخد و چسبندگی قطعه ی کار و الکترود به خاطر جریان نامناسب خرده ها یک مشکل است. برای افزایش اثر خروج شدید در طول EDM، یک ارتعاش فراصوتی بر روی حرکت الکترود عادی منطبق شده است. به علاوه، برای خروج شدید خورده ها از حفره ی ماشین شده، یک براده برداری به کمک ارتعاش هم به میکرو-EDM با استفاده از پیزوالکتریک معرفی شده است.
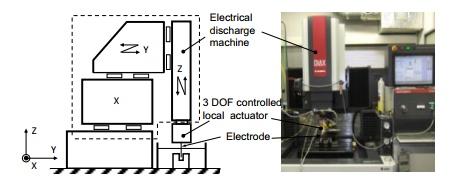
در این مقاله، محرک موضعی دقت بالا، سرعت بالا، کنترل شده ی 3-DOD توسعه یافته به یک ماشین تخلیه الکتریکی وصل میشود تا به لحاظ آزمایشی افزایش در سرعت براده برداری را تایید نماید. آنگاه، روابط بین سرعت براده برداری ، دامنه و فرکانس ارتعاش الکترود مورد بحث قرار میگیرد.
ABSTRACT Improvement of EDM Machining Speed by Using Magnetic/Piezoelectric Hybrid Drive Actuator
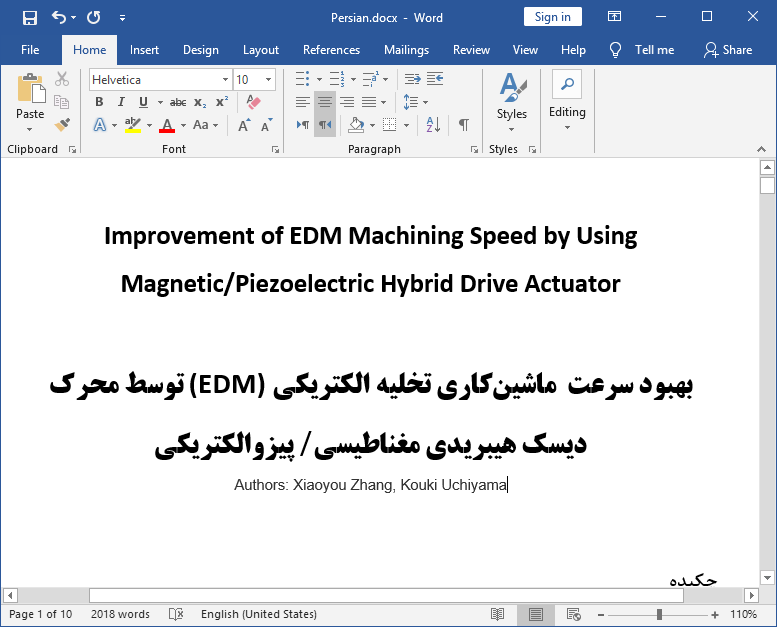
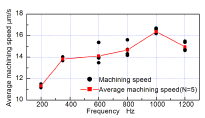
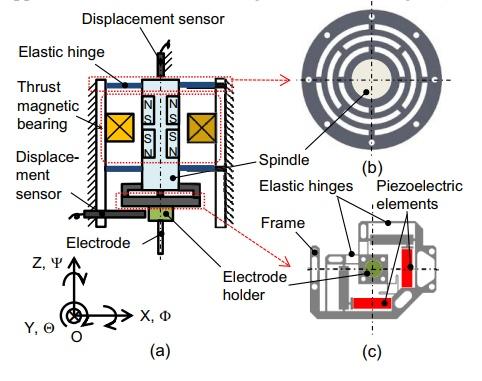
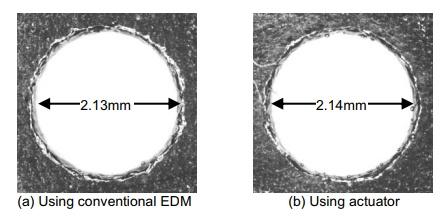
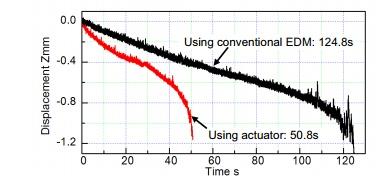
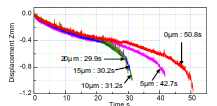
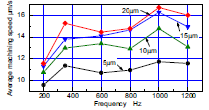
The objective of this research is to achieve high-speed electrical discharge machining (EDM) of small holes using a high-speed, high-precision, 3-DOF controlled, magnetic/piezoelectric hybrid drive actuator. In this paper, the proposed actuator was attached to the conventional electrical discharge machine, and the increase in the machining speed using the actuator was experimentally confirmed. The relationships between the machining speed, the amplitude and the frequency of the electrode vibration were discussed. Experimental results show that the use of the proposed actuator can speedily adjust the distance between the electrode and the workpiece, and the machining speed was increased by 138% compared with the conventional EDM. Moreover, the machining speed using the actuator also was increased as the changes of the amplitude and the frequency of the electrode vibration, and it was increased by 76% compared to without the electrode vibration.
Introduction
Electrical discharge machining (EDM) is a nonconventional material removal processes based on the thermo-electric energy created between an electrically conductive workpiece and an electrode submerged in a machining fluid. EDM has several advantages such as the capability of machining of all conductive materials, regardless of their hardness, and the ability to deal with complex shapes[1]. However, the machining speed and accuracy of conventional EDM are limited by probability and efficiency of the electrical discharges. To obtain a stable electrical discharge, the electrode needs to be speedily re-positioned in order to maintain a suitable distance from the workpiece, and the debris around the electrode due to EDM has to be removed immediately.
To improve the positioning response and the positioning accuracy, a combination of a conventional electrical discharge machine and a wide-bandwidth, high precision, multi-degree- of-freedom local actuator is required. As the local actuators, a piezoelectric actuator[2], a voice coil motor[3], and a magnetic bearing[4] have been used to improve the positioning response of the electrode.
Moreover, to immediately remove the debris around the electrode, in the conventional EDM, the cylindrical electrode is usually rotated or jumped. The fresh machining fluid can be introduced into the machined hole and the debris can be removed. However, in the rectangular hole machining or 3D surface machining, the electrode cannot be rotated, and adhesion of the workpiece and electrode due to the improper flow of the debris is a problem. To increase the flushing effect during the EDM, an ultrasonic vibration has been superposed on the normal electrode movement[5]. Furthermore, to flush out debris from the machined hole, a vibration-assisted machining also has been introduced to micro-EDM using piezoelectric[6]
In this paper, the developed 3-DOF controlled, highspeed, high-precision, local actuator is attached to an electrical discharge machine to experimentally confirm the increase in the machining speed. Then, the relationships between the machining speed, the amplitude and the frequency of the electrode vibration are discussed.
- مقاله درمورد ارتقای سرعت ماشینکاری تخلیه الکتریکی (EDM) با محرک دیسک هیبریدی مغناطیسی/پیزوالکتریک
- پروژه دانشجویی ارتقای سرعت ماشینکاری تخلیه الکتریکی (EDM) با محرک دیسک هیبریدی مغناطیسی/پیزوالکتریک
- ارتقای سرعت ماشینکاری EDM با محرک دیسک هیبریدی مغناطیسی
- پایان نامه در مورد ارتقای سرعت ماشینکاری تخلیه الکتریکی (EDM) با محرک دیسک هیبریدی مغناطیسی/پیزوالکتریک
- تحقیق درباره ارتقای سرعت ماشینکاری تخلیه الکتریکی (EDM) با محرک دیسک هیبریدی مغناطیسی/پیزوالکتریک
- مقاله دانشجویی ارتقای سرعت ماشینکاری تخلیه الکتریکی (EDM) با محرک دیسک هیبریدی مغناطیسی/پیزوالکتریک
- ارتقای سرعت ماشینکاری تخلیه الکتریکی (EDM) با محرک دیسک هیبریدی مغناطیسی/پیزوالکتریک در قالب پاياننامه
- پروپوزال در مورد ارتقای سرعت ماشینکاری تخلیه الکتریکی (EDM) با محرک دیسک هیبریدی مغناطیسی/پیزوالکتریک
- گزارش سمینار در مورد ارتقای سرعت ماشینکاری تخلیه الکتریکی (EDM) با محرک دیسک هیبریدی مغناطیسی/پیزوالکتریک
- گزارش کارورزی درباره ارتقای سرعت ماشینکاری تخلیه الکتریکی (EDM) با محرک دیسک هیبریدی مغناطیسی/پیزوالکتریک