استراتژی تعویق فرم (FP) برای یک مدل صف بندی زنجیره تامین

24,500 تومانشناسه فایل: 6333
چکیده
استراتژی تعویق فرم (FP) یک استراتژی مهم برای تولید شرکت ها است تا برای رسیدن به پاسخ سریع به نیازهای مشتری با نگه داشتن موجودی محصولات نهایی در یک سطح پایین اقدام شود. طراحی زنجیره تامینی که از استراتژی FP برای کاهش مغایرت ها بین سطح موجودی و سطح خدمات استفاده می کند، کار بسیار مهم و دشواری می باشد. برای این منظور، ما برای مدل کردن زنجیره تامین، یک شبکه صف بندی دو مرحله ای پشت سر هم ایجاد می کنیم. مرحله اول فرایند تولید محصولات نیمه نهایی کالاهای تفکیک نشده بر اساس تولید برای ذخیره است : موجودی با سیاست موجودی پایه کنترل می شود. مرحله دوم فرایند سفارشی سازی بر اساس الزامات مشخص شده مشتری است. دو نوع سفارش وجود دارد : سفارش عادی و سفارش ویژه. اولی را می توان با تغییر محصول نیمه نهایی ، و نهایتا آنکه دومی باید از همان ابتدای مرحله اول، کاملا مطابق با سفارش مشتری تغییر داده شود. سفارش های مشتریان بر حسب یک فرایند پواسون می رسند. ابتدا سطح موجودی و نرخ بازآوری را به دست می آوریم، سپس یک مدل هزینه کلی ارائه می کنیم. به نظر می رسد که به خاطر توزیع پواسون تابع هدف، کار کردن با این مدل دشوار است. برای حل تحلیلی مشکل، از توزیع نرمال به عنوان تقریبی از توزیع پواسون استفاده می کنیم، که اکه پارامتر توزیع پواسون خیلی بزرگ است، به خوبی کار می کند. در نهایت، یک بینش مدیریتی بر اساس نتایج عددی آزمایشات عددی انجام شده ارائه می شود.
مقدمه مقاله
امروزه، شرکت های زیادی در حال توسعه تنوع محصولات خود می باشند تا نیازهای روز افزون انواع مختلف مشتریان را برآورده کنند. تکنیک های اطلاعاتی، تنوع بخشی به محصولات را از طریق فراهم ساختن پایه هایی با هزینه پایین برای تعامل با مشتریان و تحقق سفارشات انبوه، را امکان پذیر می سازد. با این حال، تنوع محصول اثر قابل ملاحظه ای روی سطح موجودی و اجرای خدمات دارد (Lee و Tang 1997). برای ارائه طیف متنوعی از محصولات با روش های کارآمد، ساختارهای گوناگون زنجیره تامین قبلا بررسی شده اند، که اغلب آن ها از دو استراتژی بهره گرفته اند (Zinn و Bowersox 1988) : یکی استراتژی تعویق زمان (TP) است که تحویل را تا زمان رسیدن سفارشات به تعویق می اندازد. و دیگری، استراتژی تعویق فرم (FP) می باشد که تفکیک محصولات را تا زمان تایید مشخصات دقیق به تعویق می اندازد.
تعویق فرم یکی از محبوب ترین و موفق ترین استراتژی ها در زمینه سفارشی سازی انبوه زنجیره های تامین (Lampel و Mintzberg 1996؛ Ahlstrom و Westbrook 1999) می باشد. در عمل، بسیاری از شرکت ها استراتژی FP را با موفقیت اجرا نموده اند، مثلا، شرکت کامپیوتری Dell، شرکت Toyota، Amazon، Nike و غیره. به خاطر حداکثر شدن بهره وری استراتژی FP، شرکت ها تمایل روزافزونی نسبت به درآمیختن نقطه تفکیک سفارشات مشتریان به عنوان یک ورودی مهم برای استراتژی طراحی عملیات تولید نشان می دهند. CODP به عنوان نقطه ای در زنجیره افزایش مقدار تعریف می شود که تصمیمات مبتنی بر پیش بینی را از تصمیمات مبتنی بر مشخصات دقیق محصول سفارش جدا می کند. به عبارت دیگر، CODP جریان مواد در چرخش با پیش بینی (بالا دست CODP) را از جریان در چرخش بر طبق سفارش مشتری (پایین دست CODP) جدا می سازد. به آن “نقطه تفکیک” هم گفته می شود (Lee و Tang 1997).
از زمانی که Buclin (1965) برای اولین بار اصطلاح ” تعویق” را مطرح کرد، تحقیقات بسیار زیادی در زمینه استراتژی تعویق انجام گرفته است. تلاش ما این نیست که در خصوص این تحقیق ها بحث کنیم یا از آن ها نقل قول کنیم، در عوض ما خوانندگان را برای مرور جامع به van Hoek (2001)، Swaminathan و Lee (2003)، Yang و Burns (2003) ارجاع می دهیم. اخیرا، Leung و Ng (2007) از یک مدل برنامه سازی هدف برای بهینه سازی برنامه ریزی تولید در زنجیره تامین ناپایدار با تعویق استفاده کرده اند. Kumar، Nottestad و Murphy (2009) اثر تعویق تولید روی شبکه توزیع زنجیره تامین را با استفاده از مدل های شبیه سازی بررسی نموده اند. Trentin، Salvador، Foza و Rungtuanatham (2011) یک روند عملیاتی برای شناسایی و سنجش فرصت ها برای بکارگیری استراتژی FP در یک دسته تولید مشخص بوجود آورده اند. Wong، Potterb و Naimb (2011) نشان دادند که استراتژی تعویق می تواند عملکرد زنجیره تامین قهوه حل شدنی را بهبود بخشد. Sharda و Akiya (2011) سیاست مدیریت انبار یک کارخانه شیمیایی خاص را با استفاده از شبیه سازی استراتژی تعویق بررسی نموده اند.
در اینجا ما روی چند تا از مطالعاتی که بیشترین ارتباط را با موضوع ما (بهینه سازی توام CODP و سطح ذخیره در یک زنجیره تامین سفارشی سازی- انبوه) دارند متمرکز می شویم. Aviv و Federgruen (2001a و 2001b) رابطه جایگزینی بین سطح ذخیره و هزینه طراحی مجدد در یک زنجیره تامین تعویق فرم را بررسی کرده اند، اما مشکلات فزونی و تعویق سفارش را در نظر نگرفته اند. Su، Chang و Feiguson (2005)، Gupta و Benjaafar (2004) و Jewkes و Alfa (2009) همگی اثر فزونی را در استراتژی FP با استفاده از مدل های صفی لحاظ کرده اند. Su و همکاران (2005) دو استراتژی FP و TP را بر مبنای هزینه کل عملیات مقایسه کرده اند. در مقاله آن ها، زنجیره تامین FP واقعا به صورت یک شبکه صفی دو مرحله ای تولید برای ذخیره (MTS) با محل مستقل CODP مدل شده است. آن ها فرض می کنند که n دسته فرایند سفارشی در مرحله پایین دست وجود دارد، که با روش موجودی مبنا کنترل می شوند. Gupta و Benjaafar (2004) و همچنین Jewkes و Alfa (2009) فرایند سفارشی سازی را به صورت یک صف تولید برای سفارش (MTO) که بهینه سازی محل CODP را هم شامل می شود، مدل می کنند. اولی فرض می کند که مکان بالقوه CODP در یک زنجیره تامین چند-مرحله ای، یک عدد گسسته است. دومی یک شبکه صفی دوپشته دومرحله ای می سازد که مکان CODP در آن رها شده است و می تواند یک عدد پیوسته از بازه (0 و 1) باشد.
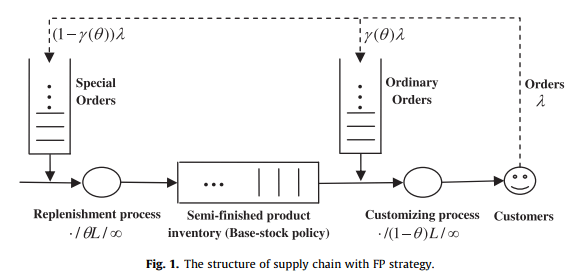
در این مقاله، ما هم سوال اساسی Gupta و Benjaafar (2004) و Jewkes و Alfa (2009) را مورد ملاحظه قرار می دهیم : چگونه مکان CODP و سطح ذخیره را بهینه کنیم تا هزینه عملیات حداقل شود؟ اینجا، یک شبکه صفی دوپشته دو مرحله ای برای مدل سازی زنجیره تامین با استفاده از استراتژی FP ایجاد می کنیم. مرحله اول، فرایند تولید محصول نیمه نهایی تفکیک نشده است، که بر پایه تولید برای ذخیره تولید شده است و ذخیره با روش موجودی مبنا کنترل می شود. مرحله دوم، فرایند سفارشی سازی مبتنی بر نیازهای ویژه مشتری می باشد. هر چند مدل ما با مدل Gupta و Benjaafar (2004) و Jewkes و Alfa (2009) از چند نظر تفاوت دارد : اول اینکه، ما فرض می کنیم که زمان فرآوری (هردو فرایند ذخیره سازی و هم فرایند سفارشی سازی) ثابت است، در مدل Gupta و Benjaafar (2004) و Jewkes و Alfa (2009) توزیع زمان نمایی می باشد. این فرض در برخی موارد قابل استفاده است، مثلا، در خطوط تولید خودکار. نشان داده شده است که ارزیابی عملکرد شبکه صفی دوپشته ای دو مرحله ای با ترکیب MTO و MTS خیلی دشوار است، حتی در صورتی که توزیع فرایند زمان نمایی باشد. ما در کارمان، ارزیابی های عملکرد فرم – بسته مانند سطح ذخیره و میزان unfill را براساس نتایج Zipkin (2000) و Sherbrooke (1975) پیدا کردیم. سپس، اثر مکان CODP بر روی ظرفیت سفارشی سازی را در نظر می گیریم. واضح است که هرچه مکان CODP پایین تر باشد، نمی توان تعداد بیشتری از سفارشات مشتریان را بر اساس محصول نیمه نهایی تامین کرد. ما این شرایط را با دو دسته از سفارشات مدل می نماییم : سفارش معمولی و سفارش ویژه. اولی را می توان با استفاده از محصول نیمه نهایی برآورده کرد اما دومی باید از همان آغاز مرحله اول کاملا سفارشی باشد. از این گذشته، فرض می کنیم که بخشی از سفارشات معمولی مشتریان γ یک تابع کاهشی از مکان CODP است. سوما، روش صورت قیمت زمان انجام کار و هزینه جریمه تعویق برای عملی تر بودن را هم به کار می گیریم.
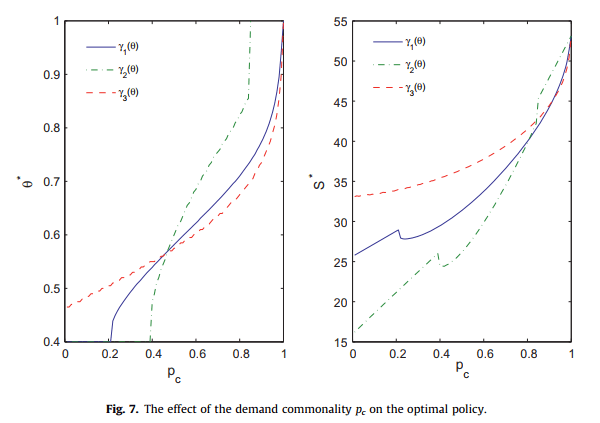
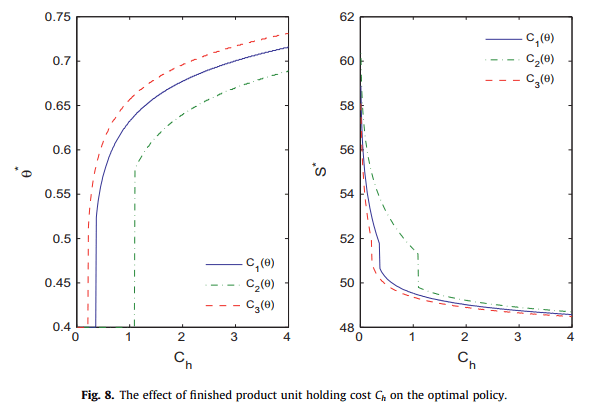
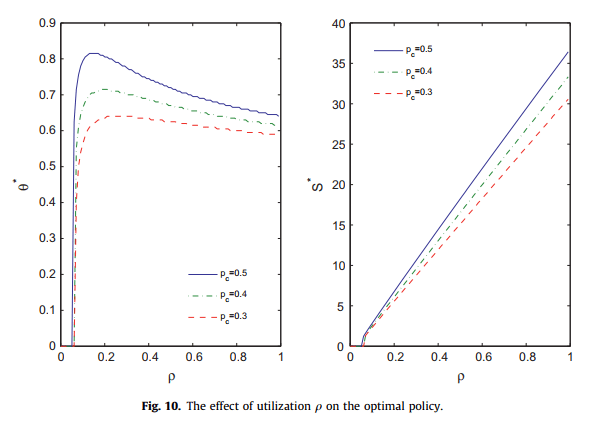
ادامه مقاله به شرح زیر است. در بخش 2، ما شرح مدل را ارائه می کنیم. در بخش 3 مساله بهینه سازی را ارائه می دهد. تقریب تابع هزینه توزیع توزیع نرمال و راه حل مدل تقریبی به ترتیب در بخش های 4 و 5 ارائه می شوند. بخش 6 آزمایشات عددی برای نشان دادن اثر پارامترها بر روی روش مطلوب را نشان می دهد. بخش 7، نتیجه گیری مقاله است و آن را به پایان می رساند.
ABSTRACT A queuing model on supply chain with the form postponement strategy
The form postponement (FP) strategy is an important strategy for manufacturing firms to utilize to achieve a quick response to customer needs while keeping low inventory levels of finished products. It is an important and difficult task to design a supply chain that uses FP strategy to mitigate the conflict between inventory level and service level. To this end, we develop a two-stage tandem queuing network to model the supply chain. The first stage is the manufacturing process of the undifferentiated semi-finished product, which is produced on a Make-To-Stock basis: the inventory is controlled by base-stock policy. The second stage is the customization process based on customers’ specified requirements. There are two types of order: ordinary order and special order. The former can be met by customizing from semi-finished product, while the latter must be entirely customized beginning from the first stage. The customer orders arrive according to a Poisson process. We first derive the inventory level and fill rate, and then present a total cost model. It turns out that the model is intractable due to the Poisson distribution in the objective function. To analytically solve the problem, we use normal distribution as an approximation of the Poisson distribution, which works well when the parameter of the Poisson distribution is quite large. Finally, some numerical experiments are conducted and managerial insights are offered based on the numerical results.
Introduction
Nowadays, more and more companies are enlarging product varieties in order to fulfill demand from increasingly different types of customers. Favorably, information techniques make the diversification of product feasible by providing companies with low cost platforms to interact with their customers and realize mass customization. However, product variety has a significant impact on inventory level and service performance (Lee & Tang, 1997). To offer a large variety of products in highly efficient ways, various supply chain structures have been previously explored.
Most of them can be divided into two strategies (Zinn & Bowersox, 1988): One is the time postponement (TP) strategy which delays delivery until customer orders arrive. The other is the form postponement (FP) strategy which delays the differentiation of the product until the detailed specification is confirmed. Form postponement is one of the most popular and successful strategies in mass-customizing supply chains (Lampel & Mintzberg, 1996;Ahlstrom & Westbrook, 1999). In practice, many companies have successfully implemented the FP strategy, e.g., Dell computer, Toyota’s ‘‘Build your Toyota’’, Amazon’s ‘‘Built your own ring’’, and Nike’s ‘‘Design your shoes’’, etc. For maximizing efficiency of the FP strategy, companies are showing increasing interest in incorporating the customer order decoupling point (CODP) as an important input to the strategic design of manufacturing operations as well as supply chains. CODP is defined as the point in the value-adding chain that separates the decision based on forecast from the decision based on the detailed product specification of the order. In other words, CODP divides the material flow that is forecast-driven (upstream of the CODP) from the flow that is customer order-driven (downstream of the CODP). It is also referred to as ‘‘the point of differentiation’’ (Lee & Tang, 1997).
Since Buclin (1965) first introduced the term ‘‘postponement’’, there have been a large number of researches on the postponement strategy. We do not attempt to cite and discuss every significant contribution in this area. Instead, we refer readers to van Hoek (2001), Swaminathan and Lee (2003), Yang and Burns (2003) for a comprehensive review. More recently, Leung and Ng (2007) use a goal programming model to optimize production planning in a perishable supply chain with postponement. Kumar, Nottestad, and Murphy (2009) investigate the effect of product postponement on distribution network supply chains by using simulation models. Trentin, Salvador, Forza, and Rungtusanatham (2011) develop an operational procedure to identify and quantify the opportunities for applying the FP strategy to a given product family. Wong, Potterb, and Naimb (2011) show that the postponement strategy can improve the performance of the soluble coffee supply chain. Sharda and Akiya (2011) investigate the inventory management policy for a specific chemical plant by using a postponement strategy simulation.
Here we focus on a few studies that are the most pertinent to our own work, i.e., the joint optimization of CODP and the inventory level in a mass-customizing supply chain. Aviv and Federgruen (2001a, 2001b) investigate the tradeoff between the inventory level and redesigning cost in a form postponement supply chain, but they do not consider the problems of congestion and order delay. Conversely, Su, Chang, and Feiguson (2005), Gupta and Benjaafar (2004) and Jewkes and Alfa (2009) all capture the impact of congestion on the FP strategy by using queuing models. Su et al. (2005) compare the TP strategy with the FP strategy based on total operational cost. In their paper, the FP supply chain is actually modeled as a two-stage Make-To-Stock (MTS) queuing network with exogenous CODP position. They assume that there are n categories of customizing processes in the downstream stage, which are also controlled by the base-stock policy. Both Gupta and Benjaafar (2004) and Jewkes and Alfa (2009) model the customizing process as an Make-To-Order (MTO) queue that incorporates CODP position optimization. The former assumes that the potential CODP position in a multi-stage supply chain is a discrete number. The latter constructs a two-stage tandem queuing network in which the CODP position is relaxed to be continuous number on the interval of (0,1).
In this paper, we address the same basic question as Gupta and Benjaafar (2004) and Jewkes and Alfa (2009): How to optimize the CODP position and inventory level to minimize operational cost? Here, we develop a two-stage tandem queuing network to model the supply chain using an FP strategy. The first stage is the manufacturing process of the undifferentiated semi-finished product, which is produced on a Make-To-Stock (MTS) basis and the inventory is controlled by the base-stock policy. The second stage is the customization process based on customers’ specific requirements. However, our model differs from Gupta and Benjaafar (2004) and Jewkes and Alfa (2009) in the following ways: First of all, we assume that the processing time (both replenishment process and customizing process) are constant, instead of exponential distributed in Gupta and Benjaafar (2004) and Jewkes and Alfa (2009). This assumption is practicable in some cases, e.g., in automatic production lines. It is shown that the performance evaluation of two stage tandem queuing network with mixed MTS and MTO is very difficult, even in case of the exponential distributed process time. In our work, we derived the closed-form performance measures based on the results of Zipkin (2000) and Sherbrooke (1975), such as inventory level and unfill rate. Secondly, we consider the effect of CODP position on the capability of customization. It is clear that the further downward the CODP position, the more customer orders cannot be met based on semi-finished product. We model this situation with two categories of order: ordinary order and special order. The former can be met by using semi-finished product, while the latter must be entirely customized beginning from the first stage. Furthermore, we assume that the fraction of ordinary customer orders c is a decreasing function of CODP position h. Third, we involve the lead-time quotation policy and the penalty cost of tardiness for being more practical.
The rest of the paper is organized as follows. In Section 2, we present the model description. Section 3 presents the optimization problem. The approximation of the cost function by normal distribution and the solution of the approximate model are given in Sections 4 and 5, respectively. Section 6 conducts numerical experiments to demonstrate the impact of the parameters on the optimal policy. Section 7 concludes the paper.
- مقاله درمورد استراتژی تعویق فرم (FP) برای یک مدل صف بندی زنجیره تامین
- یک مدل صف در زنجیره عرضه با تعویق فرم استراتژی
- سفارشی سازی انبوه زنجیره های تامین با استراتژی تعویق فرم (FP)
- پروژه دانشجویی استراتژی تعویق فرم (FP) برای یک مدل صف بندی زنجیره تامین
- راهبرد تاخیر فرم در مدل صفی زنجیره تامین
- پایان نامه در مورد استراتژی تعویق فرم (FP) برای یک مدل صف بندی زنجیره تامین
- تحقیق درباره استراتژی تعویق فرم (FP) برای یک مدل صف بندی زنجیره تامین
- مقاله دانشجویی استراتژی تعویق فرم (FP) برای یک مدل صف بندی زنجیره تامین
- استراتژی تعویق فرم (FP) برای یک مدل صف بندی زنجیره تامین در قالب پاياننامه
- پروپوزال در مورد استراتژی تعویق فرم (FP) برای یک مدل صف بندی زنجیره تامین
- گزارش سمینار در مورد استراتژی تعویق فرم (FP) برای یک مدل صف بندی زنجیره تامین
- گزارش کارورزی درباره استراتژی تعویق فرم (FP) برای یک مدل صف بندی زنجیره تامین