فورج آلیاژهای آلومینیوم

3,200 تومانشناسه فایل: 3352
فورج آلیاژهای آلومینیوم (بخش اول)
مقدمه :
با توجه به اینکه تا به حال مقالهای در مورد فورج فلزات غیر آهنی به چاپ نرسیده است سعی گردیده تا با ترجمه متن فوق کمکی به صنعت کشور در زمینه فورج آلومینیم بشود. این سلسله مقالات شامل قستمهای مختلفی از جمله فورج پذیری آلومینیم، تجهیزات فورج آلومینیوم، تکنولوژی طراحی قالب و آلیاژهای مختلف آلومینیوم میباشد. در نخستین بخش در مورد روشهای مختلف شکل دادن آلیاژهای آلومینیوم بحث خواهد شد.
آلیاژهای آلومینیوم در انواع و اشکال مختلف و در طیف وسیعی برای کاربردهای مختلف میتوانند فورج شوند. فورج آلیاژ آلومینیوم، مخصوصاً در فورج Close-die ، شکل نهایی قطعه فورج تولید شده را صافتر و شفافتر از فورج گرم آلیاژ فولاد می گرداند. آلیاژ آلومینیوم بازتاب های مختلفی در حرارتهای زیاد در خلال فورج از خود نشان میدهد. صنعتگرانی که به آلومینیم دسترسی دارند، می توانند از آلیاژهای آلومینیم به جای فولاد اسفتاده کنند چون این دو در خیلی از موارد قابل مقایسه با یکدیگر میباشند. برای شکل دادن قطعات آلیاژ آلومینیم، فشار مورد نیاز در فورج میتواند مختلف باشد که بستگی به ترکیبات شیمیایی آلیاژ، مراحل فورج به کار رفته، نرخ تغییر قطعه در فورج، نوع قطعه فورج، شرایط روانکاری و حرارت قالب دارد.
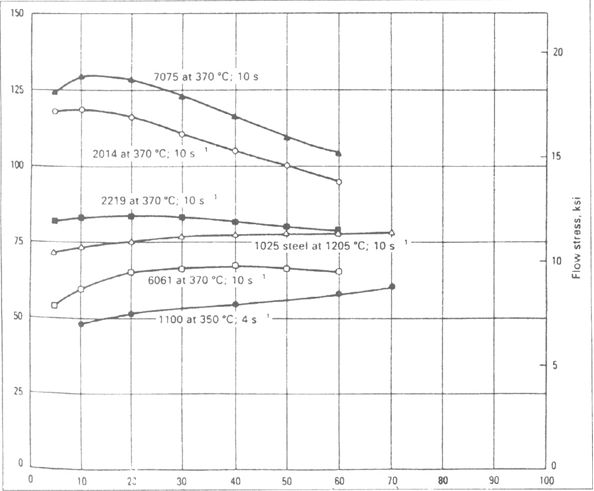
نمودار 1 تنشهای جاری در فورج آلیاژهای آلومینیم در 350 تا 270 را مقایسه میکند و نرخ تغییرات از 4 تا 10 در فولاد 1025 را با نرخ تغییرات حرارت در آلیاژهای دیگر مشخص میکند. تنشهای جاری سبب پایین بودن فشار مورد نیاز برای فورج هستند، اگر چه، فشار حقیقی قطعه فورج معمولاً بیشتر است زیرا مراحل دیگر فاکتورهایی را به چارچوب بالا اضافه می کنند. برای بعضی از آلیاژها آلومینیوم از ضعیف تا متوسط مانند 1100 و 6061، تنشهای مخصوصاً آلیاژهای سری xxx7 مانند 7075، 7010، 7049،7050 ، تنشهای جاری و در نتیجه فشار فورج در مقایسه با فولاد بیشتر است. بالاخره، آلیاژهای دیگر آلومینیوم، مانند 2219 ، تنشهای جاری کاملاً مشابهت با فولاد دارد.
ضمناً باید متذکر شویم که در مقایسه آلیاژهای مورد توجه آلومینیم با فولاد، فورج آلیاژهای آلومینیم مشکلتر می باشد. ترکیبات شیمیایی و خواص مکانیکی آلیاژهای آلومینیوم رابه جلد دوم از چاپ نهم METALS HANDBOOK ارجاع می دهیم.
فورج پذیری Forgeability
در مقایسه آلیاژهای نیکل، کبالت و تیتانیوم، آلیاژهای آلومینیم توانایی فورج قابل توجهی دارند، مخصوصاً در مراحل تکنولوژی فورج که قالبها یا کمتر، باید گرم شوند.
تغییرات دمای فورج بکار برده شده برای آلیاژها توانایی تغییر شکل هر کدام را تغییر میدهد. همچنین مطلب قابل توجه در این قسمت این است که تغییر شکلی که در آن ترک ایجاد نگردد مشکل است. آلیاژهای آلومینیم مانند 1100 و 3003 توانایی فورج را با توجه به موارد بالا دارند، اگر چه این آلیاژها کاربرد محدودی در فورج به خاطر نداشتن مقاومت کافی در حرارت دارند.
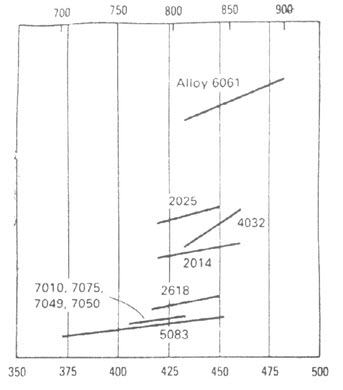
تأثیر حرارت: توانایی فورج کلیه آلیاژهای آلومینیوم با افزایش دما زیاد میشود. برای مثال آلیاژ حاوی سیلیکون (4032) بیشترین تاثیر را نشان میدهد، در حالیکه آلیاژهای حاوی Cu,Mg,Zn.Al سری XXX7 تاثیر کمی را نشان میدهند. نمودار 3 اثر حرارت را بر حسب تنشهای جاری با نرخ تغییر 10 برای آلیاژ 6061 نشان می دهد که توانایی فورج خوبی در آلیاژهای آلومینیم دارد. نزدیک به 5% افزایش در تنشهای جاری بین بیشترین دما (480 یا 900 بیشترین دمای پیشنهادی برای 6061) و ( 370 و 700 کمترین دمای پیشنهادی برای 6061) میباشد.
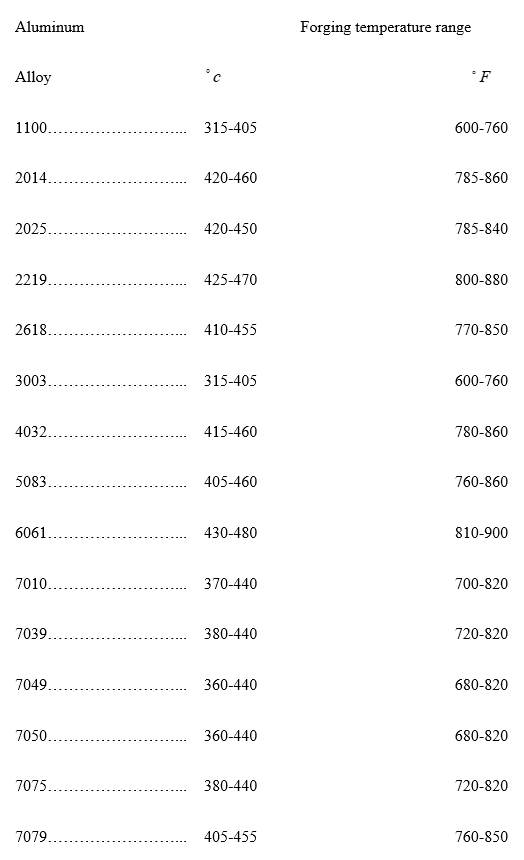
برای موارد دیگر مثل آلیاژهای xxx2 و xxx7 مشکلات بیشتری در فورج وجود دارد، چون تغییرات دما در فلز کم است. (تغییرات تنشهای جاری با دما بیشتر است). 15 نوع آلیاژ آلومینیم که شبیه به هم فورج می شوند، تغییرات دمای پیشنهادی آنها در جدول 1 لیست شده است. تمام این آلیاژها معمولاً با یک فشار فورج میشوند، اگر چه بعضی از آلیاژها معمولاً بایک فشار فورج میشوند، اگر چه بعضی از آلیاژها احتیاج به قدرت بیشتری دارند و با عملیات فورج بیشتری نسبت به بقیه دارند، تغییرات دمای فورج برای بیشتر آلیاژها معمولاً کوچک است ( به طور معمول کمتر از 55 یا 100) و برای هیچ آلیاژی بیشتر از 85 (155) نیست. بدست آوردن خواص مورد نظر در فورج آلومینیم یک موفقیت چشمگیر در مراحل فورج میباشند. دمای قالب و نرخ تغییر شکل کلید به دست آوردن حرارت فورج واقعی می باشد.
تاثیر نرخ تغییر شکل : آلیاژهای آلومینیم با وسایل متعدد قابل فورج هستند. نرخ فشار یا تغییر شکل وارد آمده اختلاف قابل توجهی در تغییر شکل فلز به وجود می آورد، مانند تغییرات خیلی تند (مثل بزرگتر از 10 با دستگاههایی مانند Hammer، پرسهای ضربهایی و پرسهای با نرخ انرژی زیاد) نسبت به تغییرات کم (مانند کوچکتر از 1/0 برای دستگاههایی مانند پرس هیدرولیک بنابراین تغییر شکل یا نرخ فشار عناصر بحرانی در قطعات فورج داده شده است.
نمودار 4 تاثیر دو نرخ فشار 10 و 1/0 را برای تنشهای دو آلیاژ آلومینیوم 6061 و 4014 در 570 نشان میدهد. این مسئله واضح است که بالا بردن نرخ فشار تنش را در آلیاژ آلومینیم افزایش میدهد و این افزایش تنش مشکلاتی را در فورج آلیاژهای آلومینیم مخصوصاً سریهای xxx2 و xxx7 افزایش می دهد. برای آلیاژ 6061 توانایی فورج خیلی بیشتر است، و افزایش تنش معادل 70% افزایش نرخ فشار میباشد، و برای آلیاژ 2014 بالا بردن نرخ فشار دقیقاً دو برابر تنش می باشد. اگر چه در آلیاژهای آلومینیم معمولاً توجهی به حساسیت نرخ فشار مانند تیتانیوم ،نیکل و کبالت نمی شود.
تاثیر دمای قالب : برخلاف مراحل فورج برای کربن و آلیاژ فولادها، قالبهای مورد استفاده در مراحل فورج آلومینیوم به منظور تسهیل در مراحل فورج، گرم میشوند. بنابراین حرارت قالب مسئله بحرانی دیگری در توانایی فورج است و مراحل فورج را بهینه میکند. جدول 2 خلاصهایی از تغییرات دمای قالب مورد استفاده برای چندین مرحله فورج آلومینیوم نشان میدهد . بهینه کردن مراحل بستگی به بیشترین حرارت قالب، دستگاههای مورد استفاده ، آلیاژی که فورج میشود، و مقاومت تغییر شکل یا طراحی قالب صحیح دارد. برای تغییر شکل آرام، مانند پرسهای هیدرولیک فورج، حرارت قالب به وسیله فلزاتی که در موقع حرارت تغییر شکل داده میشوند کنترل می گردد، و در حقیقت فورج آلیاژهای آلومینیوم در پرسهای هیدرولیک فورج ایزوترمال میباشد و قالب همان درجه حرارت فلز را پیدا می کند. بنابراین حرارت قالب ایجاد شده در پرسهای هیدرولیک از تغییر شکل در پرسهای مکانیکی و Hammer تجاوز میکند.
روشهای فورج Forging Mehtods
قطعات آلیاژهای آلومینیومی با تمام روشهایی که در دسترس میباشد می توانند تولید گردند که شامل ring rolling, mandrel forging, spin forging, orbital forging, roll forging, up settind , close, die, open, die و اکستروژن می باشد. انتخاب بهترین روش فورج که شامل یک طرح خوب و قیمت مناسب می باشد یک اصل در قطعات فورج می باشد. در خیلی از حالات دو یا چند روش به منظور به دست آوردن شکل قطعه مورد نظر لازم می باشد. بعنوان مثال معمولاً در فورج open- die نیز استفاده میشود.
Open-die Forginigs : معمولاً برای فورج قطعات کوچک آلیاژ آلومینیوم استفاده میگردد، چون قالب open- die پرهزینه است و توجیه نمیگردد. همچنین در بعضی حالات لازم است که برای آماده سازی قطعه برای قالب open- die از قالب open- die استفاده بشود. اگر چه فورج open- die به این منظور نیست که محدود به قطعات کوچک یا مقدار مشخصی از تولید گردد، بلکه در بعضی ازحالات استفاده از این روش اثر اقتصادی دارد. برای مثال برای تولید بیش از 2000 قطعه بیسکویت از فورج open- die استفاده میشود، چون با همان خواصی که در close-die می باشد تولید می گردد و ارزش اقتصادی بهتری نیاز دارد.
فورج open- die شکلهای متنوعی تولید می کند و شمش گرد ساده را به مربع یا مربع مستطیل یا شکلهای مرکب دیگر تبدیل می کند. در گذشته تلرانسها قطعه فورج تولید شده بستگی به مهارت اپراتور پرس داشت، در صورتیکه با برنامه های کنترل کامپیوتری پرسهای فورج open- die آلیاژهای آلومینیوم پیش فرمی برای فورج close-die می باشد، این کار بایستی خیلی دقیق انجام شود و اصلاح کردن اندازه ها و تلرانسها در فورج close- die ایجاد گردد تا هزینه کار کاهش بیابد. اطلاعات بیشتر از فورج open- die را رد همین فصل مشاهده میکنید.
Close-die Forgings : بیشتر قطعات آلیاژ آلومینیوم به روش Clsoe-die تولید میگردند. 4 نوع قالب در فروج Close-die وجود دارد که عبارتند از : blocker-type(فقط فورج نهایی)، Conventional ( block و فورج نهایی یا فقط فورج نهایی ) – high- definition (نزدیک به شکل نهایی) و Precision (شکل نهایی) . این نوع Close-die در شکل 5 مشاهده میشود.
Blocker-Type Forgings: (شکل a5) یک دست از این قالب نسبتاً ارزان تهیه می شود. در اندازه های نهایی و تلرانسها دقت کمی دارد و برای تبدیل به Conventional یا high-definition احتیاج به ماشین کاری بیشتری دارد. قالب فورج blokcer-type هزینه کمتری نسبت به Converntional یا high-definition دارد.
- مقاله درمورد فورج آلیاژهای آلومینیوم
- پروژه دانشجویی فورج آلیاژهای آلومینیوم
- پایان نامه در مورد فورج آلیاژهای آلومینیوم
- تحقیق درباره فورج آلیاژهای آلومینیوم
- مقاله دانشجویی فورج آلیاژهای آلومینیوم
- فورج آلیاژهای آلومینیوم در قالب پاياننامه
- پروپوزال در مورد فورج آلیاژهای آلومینیوم
- گزارش سمینار در مورد فورج آلیاژهای آلومینیوم
- گزارش کارورزی درباره فورج آلیاژهای آلومینیوم